ဤသည်မှာ အခြေခံ bit သုံးခုကို အခြေခံ၍ အနည်းငယ် ရွေးနည်း- ပစ္စည်း၊ အပေါ်ယံပိုင်းနှင့် ဂျီဩမေတြီ အင်္ဂါရပ်များ။
01 ညီညွှတ်တဲ့ပစ္စည်းကို ဘယ်လိုရွေးချယ်မလဲ။
ပစ္စည်းများအား အကြမ်းဖျင်းအားဖြင့် သုံးမျိုးခွဲခြားနိုင်သည်- မြန်နှုန်းမြင့်သံမဏိ၊ ကိုဘော့အမြန်နှုန်းမြင့်သံမဏိနှင့် အစိုင်အခဲကာဗိုက်။
မြန်နှုန်းမြင့်သံမဏိ (HSS)
မြန်နှုန်းမြင့်သံမဏိကို ဖြတ်တောက်ခြင်းကိရိယာတစ်ခုအဖြစ် ရာစုနှစ်တစ်ခုကျော်ကြာ 1910 ခုနှစ်ကတည်းက အသုံးပြုခဲ့သည်။ ၎င်းသည် ယနေ့ခေတ်တွင်ရရှိနိုင်ဆုံးသော အသုံးအများဆုံးနှင့် ဈေးအသက်သာဆုံး ဖြတ်တောက်ကိရိယာပစ္စည်းဖြစ်သည်။မြန်နှုန်းမြင့်သံမဏိတုံးများကို လက်လေ့ကျင့်မှုများတွင်ရော တူးဖော်ခြင်းဖိစက်များကဲ့သို့ ပိုမိုတည်ငြိမ်သောပတ်ဝန်းကျင်များတွင် အသုံးပြုနိုင်ပါသည်။မြန်နှုန်းမြင့်သံမဏိများ၏ တာရှည်ခံခြင်း၏နောက်ထပ်အကြောင်းရင်းမှာ ထပ်ခါထပ်ခါ ထက်မြက်နိုင်သော ၎င်း၏ကိရိယာများသည် ဒေါက်တုံးများသာမက အလှည့်ကိရိယာများအဖြစ်ပါ အသုံးပြုရလောက်အောင် စျေးပေါသောကြောင့် ဖြစ်နိုင်သည်။
ကိုဘော့ မြန်နှုန်းမြင့် သံမဏိ (HSSE)
Cobalt ပါဝင်သော မြန်နှုန်းမြင့်သံမဏိသည် မြန်နှုန်းမြင့်သံမဏိထက် မာကျောမှုနှင့် အနီရောင် မာကျောမှု ပိုမိုကောင်းမွန်သည်။မာကျောမှုသည် ခံနိုင်ရည်အား တိုးစေသော်လည်း တစ်ချိန်တည်းတွင် အချို့သော မာကျောမှုကို စွန့်လွှတ်သည်။မြန်နှုန်းမြင့်သံမဏိကဲ့သို့ ၎င်းတို့၏အသုံးပြုမှုကို တိုးတက်စေရန် ပွတ်တိုက်နိုင်သည်။

ကာဘိုင်-
Cemented carbide သည် သတ္တုအခြေခံ ပေါင်းစပ်ပစ္စည်းဖြစ်သည်။၎င်းတို့တွင် အဖြိုက်စတင်ကာဗိုက်ကို မက်ထရစ်အဖြစ်အသုံးပြုကြပြီး အချို့သောပစ္စည်းများကို ကော်အဖြစ်အသုံးပြုကာ sintering ပြုလုပ်ရန်အတွက် hot isostatic pressing ကဲ့သို့သော ရှုပ်ထွေးသောလုပ်ငန်းစဉ်များမှတစ်ဆင့် အသုံးပြုကြသည်။မာကျောမှု၊ အနီရောင် မာကျောမှု၊ ခံနိုင်ရည်ရှိမှု နှင့် မြန်နှုန်းမြင့်သံမဏိများနှင့် နှိုင်းယှဉ်ပါက ကြီးမားသော တိုးတက်မှု ရှိလာသော်လည်း ကာဘိုင်တူးလ်၏ ကုန်ကျစရိတ်သည် မြန်နှုန်းမြင့်သံမဏိထက် စျေးပိုကြီးသည်။ယခင်တူးလ်ပစ္စည်းများထက် ဘိလပ်မြေကာဗိုက်သည် ကိရိယာ၏သက်တမ်းနှင့် အရှိန်အဟုန်ဖြင့် ကြိတ်ခွဲခြင်းကိရိယာတွင် ထပ်ခါတလဲလဲကြိတ်ခြင်းအတွက်၊ ပရော်ဖက်ရှင်နယ်ကြိတ်ခွဲကိရိယာများ လိုအပ်သည်။
02၊ ဘစ်အပေါ်ယံပိုင်းကို ဘယ်လိုရွေးချယ်မလဲ။
အသုံးပြုမှုအကွာအဝေးအရ အောက်ဖော်ပြပါ အမျိုးအစား ၅ မျိုးဖြင့် အကြမ်းဖျင်း ခွဲခြားနိုင်ပါသည်။
Uncoated - မွမ်းမံထားသော ဖြတ်တောက်ခြင်းကိရိယာများသည် အလူမီနီယမ်အလွိုင်း၊ ကာဗွန်နည်းသော သံမဏိနှင့် အခြားပျော့ပျောင်းသောပစ္စည်းများကို လုပ်ဆောင်ရန်အတွက် အပေါဆုံးဖြစ်သည်။
အနက်ရောင်အောက်ဆိုဒ်အပေါ်ယံပိုင်း- ဓာတ်တိုးအလွှာသည် မွမ်းမံထားသော ကိရိယာ၏ ချောဆီထက် ပိုမိုကောင်းမွန်စွာ ပေးစွမ်းနိုင်ပြီး ဓာတ်တိုးဆန့်ကျင်မှုနှင့် အပူဒဏ်ကို ပိုမိုကောင်းမွန်စွာ ခံနိုင်ရည်ရှိပြီး ဝန်ဆောင်မှုသက်တမ်းကို 50% ထက် ပိုမိုတိုးတက်စေနိုင်သည်။
တိုက်တေနီယမ်နိုက်ထရိတ်အပေါ်ယံပိုင်း- တိုက်တေနီယမ်နိုက်ထရိတ်သည် အသုံးအများဆုံးသော အပေါ်ယံပစ္စည်းဖြစ်ပြီး၊ မြင့်မားသော မာကျောမှုနှင့် အပူချိန်မြင့်မားသော အပြောင်းအလဲလုပ်သည့်ပစ္စည်းများကို လုပ်ဆောင်ရန်အတွက် မသင့်လျော်ပါ။
တိုက်တေနီယမ်ကာဗွန်နိုက်ထရိတ်အပေါ်ယံပိုင်း- တိုက်တေနီယမ်ကာဗွန်နိုက်ထရိတ်သည် တိုက်တေနီယမ်နိုက်ထရိတ်မှထုတ်လုပ်ထားပြီး၊ အပူချိန်ပိုမိုခံနိုင်ရည်ရှိပြီး ခံနိုင်ရည်ရှိသော၊ များသောအားဖြင့် ခရမ်းရောင် သို့မဟုတ် အပြာရောင်ရှိသည်။Haas ၏ အလုပ်ရုံတွင် သံထည်ပစ္စည်းများ ပြုလုပ်ရန် အသုံးပြုသည်။
အလူမီနီယမ်နိုက်ထရိတ် တိုက်တေနီယမ်အပေါ်ယံပိုင်း- အထက်ဖော်ပြပါအားလုံးထက် အလူမီနီယမ်နိုက်ထရိတ် တိုက်တေနီယမ်အပေါ်ယံပိုင်းသည် မြင့်မားသောအပူချိန်ကို ခံနိုင်ရည်ရှိသောကြောင့် ပိုမိုမြင့်မားသောဖြတ်တောက်မှုအခြေအနေများတွင် အသုံးပြုနိုင်ပါသည်။စူပါလွိုင်းများ လုပ်ဆောင်ခြင်းကဲ့သို့သော။၎င်းသည် သံမဏိနှင့် သံမဏိများ ပြုပြင်ရာတွင်လည်း သင့်လျော်သော်လည်း ၎င်းတွင် အလူမီနီယမ်ဒြပ်စင်များ ပါ၀င်သောကြောင့် အလူမီနီယမ်၏ ပြုပြင်မှုတွင် ဓာတုတုံ့ပြန်မှုများ ဖြစ်ပေါ်မည်ဖြစ်သောကြောင့် အလူမီနီယမ်ပါဝင်သော ပစ္စည်းများ ပြုပြင်ခြင်းကို ရှောင်ကြဉ်ရန် လိုအပ်ပါသည်။
ယေဘူယျအားဖြင့်၊ တိုက်တေနီယမ်ကာဗွန်နိုက်ထရိတ် သို့မဟုတ် တိုက်တေနီယမ်နိုက်ထရိတ်အလွှာပါရှိသော ကိုဘော့ပေါက်တူးသည် ပို၍စျေးသက်သာသောဖြေရှင်းချက်ဖြစ်သည်။

03. drill bit ၏ဂျီဩမေတြီဝိသေသလက္ခဏာများ
ဂျီဩမေတြီအင်္ဂါရပ်များကို အောက်ပါသုံးပိုင်းဖြင့် ပိုင်းခြားနိုင်သည်-
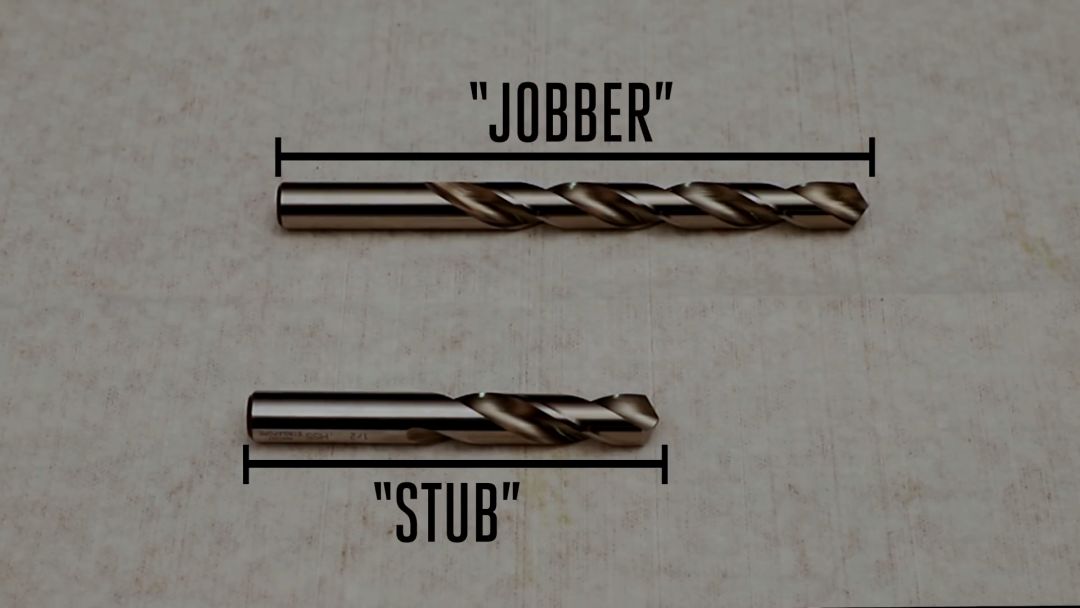
အရှည်
အလျားနှင့် အချင်းအချိုးကို အချင်းနှစ်ဆတိုးခြင်းဟုခေါ်ပြီး အချင်းသေးငယ်လေ၊ တောင့်တင်းမှုပိုကောင်းလေဖြစ်သည်။ချစ်ပ်ဖယ်ရှားခြင်းအတွက် ညာဘက်အစွန်းအရှည်အနည်းငယ်ကို ရွေးချယ်ခြင်းနှင့် အတိုဆုံး overhang အရှည်ကို ရွေးချယ်ခြင်းဖြင့် စက်၏တောင့်တင်းမှုကို တိုးတက်စေပြီး ကိရိယာ၏သက်တမ်းကိုတိုးစေသည်။အစွန်းအရှည် မလုံလောက်ပါက တူးဘစ်ကို ပျက်စီးစေနိုင်သည်။
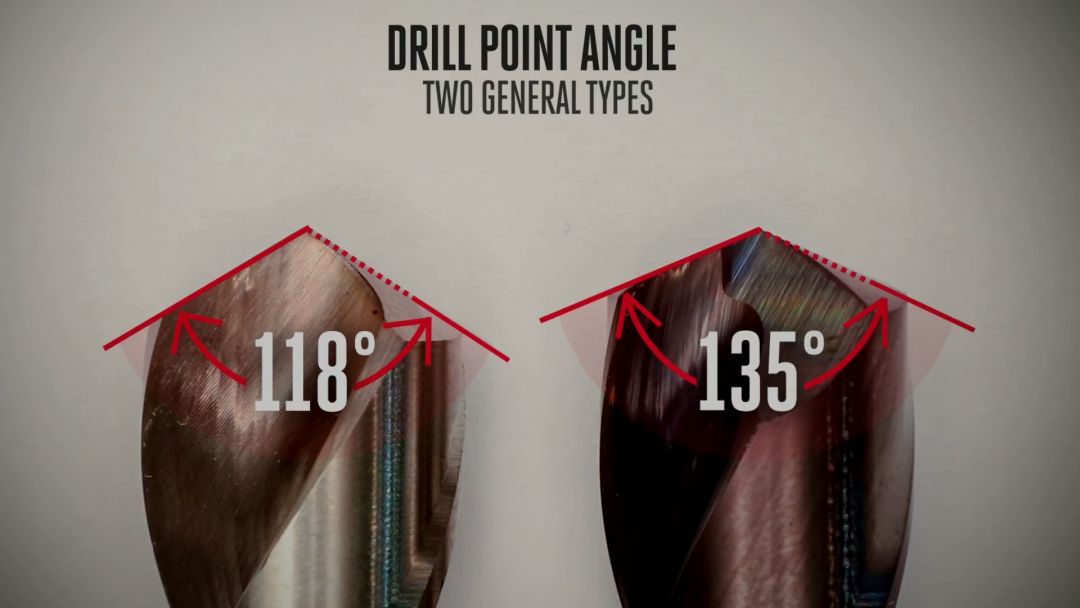
Drill tip Angle
118° ၏ drill point Angle သည် machining တွင် အသုံးအများဆုံး ဖြစ်နိုင်ပြီး အပျော့စား စတီးလ် နှင့် အလူမီနီယံ ကဲ့သို့သော သတ္တုပျော့များအတွက် အသုံးများသည်။ဤထောင့်ဒီဇိုင်းသည် အများအားဖြင့် Self-centering မဟုတ်ပါ၊ ဆိုလိုသည်မှာ အလယ်ဗဟိုအပေါက်ကို ဦးစွာ မလွဲမသွေ ပြုပြင်ရမည်ဟု ဆိုလိုပါသည်။135° drill tip Angle သည် များသောအားဖြင့် self-centering ဖြစ်ပြီး၊ တစ်ခုတည်းသော centering hole ကို လုပ်ဆောင်ရန်မလိုအပ်ဘဲ အချိန်များစွာ သက်သာစေပါသည်။
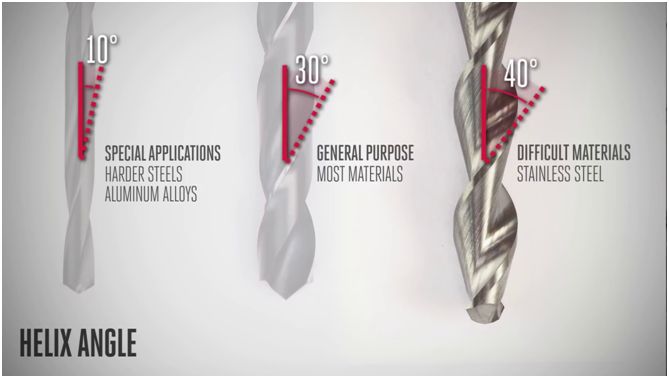
ခရုထောင့်
30° ခရုပတ်ထောင့်သည် ပစ္စည်းအများစုအတွက် ရွေးချယ်မှုကောင်းတစ်ခုဖြစ်သည်။သို့သော်လည်း ဖြတ်တောက်မှုများကို ပိုမိုကောင်းမွန်စွာ ဖယ်ရှားနိုင်ပြီး ဖြတ်တောက်ထားသော အစွန်းများ ပိုမိုအားကောင်းသည့် ပတ်ဝန်းကျင်အတွက်၊ သေးငယ်သော ခရုပတ်ထောင့်ကို ရွေးချယ်နိုင်ပါသည်။Stainless Steel ကဲ့သို့သော အလုပ်ခက်သည့်ပစ္စည်းများအတွက်၊ ပိုကြီးသော ခရုပတ်ထောင့်ပါသော ဒီဇိုင်းကို torque လွှဲပြောင်းရန်အတွက် အသုံးပြုနိုင်သည်။
စာတိုက်အချိန်- စက်တင်ဘာ-၀၁-၂၀၂၂